














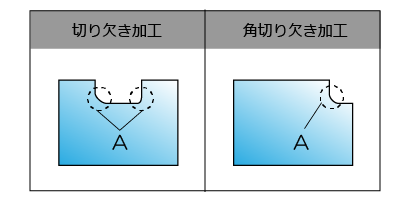
◎切り欠き・角切り欠き加工について
|
切り欠き加工の場合、左図A(入隅)のように切り欠き部分の内側の隅は丸くなります。 【目安:厚みの2倍程度:厚み5㎜の場合10㎜R ※最小5mmR~】 また、Rの大きさが小さくなるほど割れやすくなります。 切り欠きのサイズによっては製作できない場合や、切り欠き部分の切断面処理ができない場合もあります。 詳しくは、御見積り及びお問い合せの際に図面等と併せてご相談ください。 |
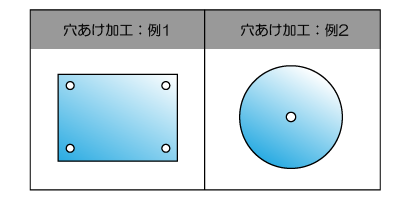
◎穴あけ・角穴(かくあな)加工について
|
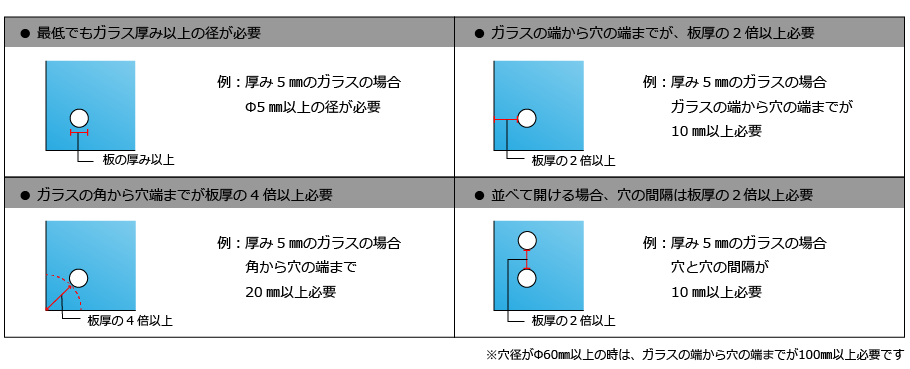
穴あけ加工及び角穴加工の場合、ガラスが割れやすくなりますので、穴部分及び穴の周囲に外力が加わらないようにご注意ください。 また、強化ガラスの場合は、最低でも厚み以上の径が必要になります。 穴の位置につきましても端の方にある場合、加工できない可能性もあります。 更にガラスの端から穴の端までは、板厚の2倍以上必要など、様々な制約があります。 詳しくは、御見積り及びお問い合せの際に図面等と併せてご相談ください。 |
加工可能な径
Φ4、5、6、7、8、9、10、12、13、15、16、17、18、20、21、23、25、26、27、30、35、37、40、42、45、48、50、55、60、61、63、65、70、80、85、95、100~
強化ガラスの穴径、及び位置について
角穴加工も可能ですが、内側の隅(入隅)は丸くなります。
また、角穴の在津によっては製作できない場合や、角穴部分の切断面処理ができない場合もあります。
お見積り・お問い合わせの際は、図面で穴径及び位置等をお知らせいただきますよう、お願い致します。
◎丁番穴あけ加工について
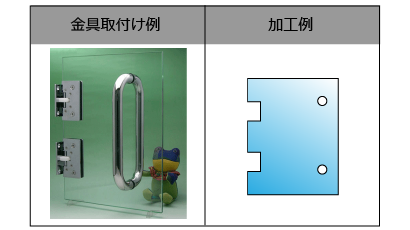 |
枠の無いガラス扉で丁番やヒンジ、カギ等に合わせて穴あけやエグリ加工等も可能です。 金物メーカーや品番及び位置を指定していただければ、合わせて加工します。 製作前に検証致しますが、穴及びエグリ加工の位置や個数によっては加工できない場合もあります。 詳しくは、御見積り及びお問い合せの際に図面等と併せてご相談ください。 |
◎ミラーの穴加工:丸穴・角穴・コンセント穴
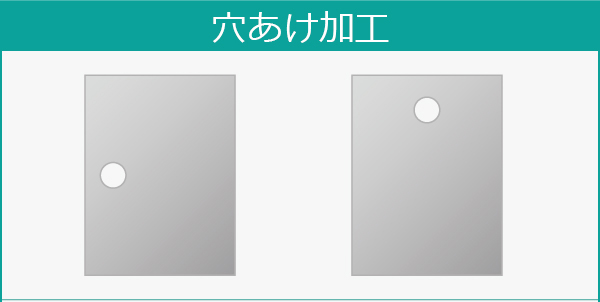 |
レバーハンドルや照明ブラケット等をミラーの上に取付の場合にミラーの穴あけ加工もできます。 丸穴加工・角穴加工の場合ガラスが割れやすくなります。 取付の際は、締め付けると割れるため穴部分にミラーの厚み以上(もしくはミラー+ミラーマットの厚み以上)のパッキンを挟んで取付するようにお願いします。 |
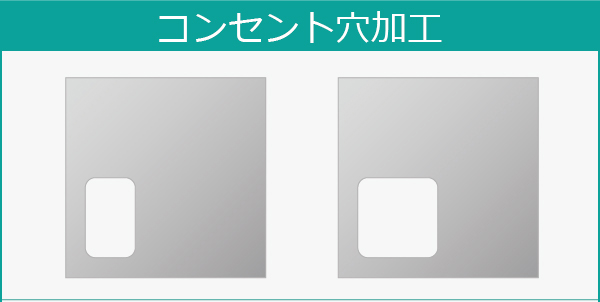 |
コンセントやスイッチ等をミラーの上に取付することも可能です。 コンセントの場合、通常小判型に加工します。 ブラケット照明を取付する場合などの説明などは詳細ページからご確認ください。 |
加工可能な径
φ5、6、7、8、9、10、12、13、15、16、17、18、20、21、23、25、26、27、30、35、37、40、42、45、48、50、55、60、61、63、65、70、80、85、90、95、100、110、120、130、150、他